
 扫一扫
扫一扫
钢结构_热镀锌钢管厂家实力雄厚")
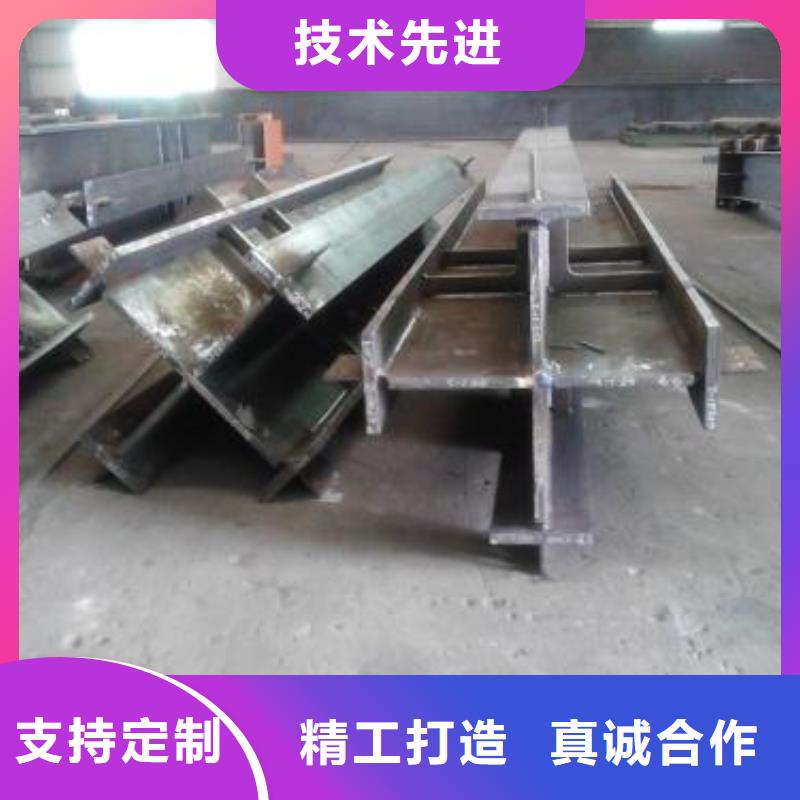
①安装前,施工单位应对构件的产品合格证、设计文件与预拼装记录进行检查,并复验记录构件的尺寸。钢结构的变形、缺陷超出允许偏差时,应进行处理。
安装前,应编制详细的测量和矫正工艺,厚钢板的焊接应在焊接安装前进行模拟产品结构的工艺试验,编制相应的施工工艺。对拼装好的屋架应预设一定的起拱度。
②钢结构吊装就位后,应对构件定位轴线、标高等设计要求控制点进行测量做好标记,对吊装对接接头质量进行焊前检查。安装好临时支撑及钢浪索以使钢屋架在施工过程中安全稳定。
③钢结构安装时,施工单位应提交每榀构件吊装后的标高尺寸、焊接、涂装等分别向监理提交验收。
中国钢结构行业呈现持续和快速的增长势头,钢结构产量从2002年的850万吨增长到2009年的2294万吨,年均复合增长率达到15.24%。据相关数据估计,2010年,钢结构产量达到2600万吨。2011年,钢结构产量约为2900万吨。我国钢结构行业正处于迅猛发展时期。
中国钢结构行业总体集中度较低。年产量1万吨以下、1-5万吨、5-30万吨、30万吨以上的钢结构企业数量分别为4000-5000、100、20、6-8;拥有钢结构特级制造资质的企业51家,拥有轻型钢结构工程设计专项甲级资质的企业82家,而同时拥有上述资质及专业承包一级资质的企业更少。随着行业不断发展,行业内并购整合现象将成为常态。1 、钢结构体系具有自重轻、安装容易、施工周期短、抗震性能好、投资回收快、环境污染少等综合优势,塑性和韧性好 抗冲击性好。
钢结构_热镀锌钢管厂家实力雄厚")
钢结构_热镀锌钢管厂家实力雄厚")
三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应清除干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
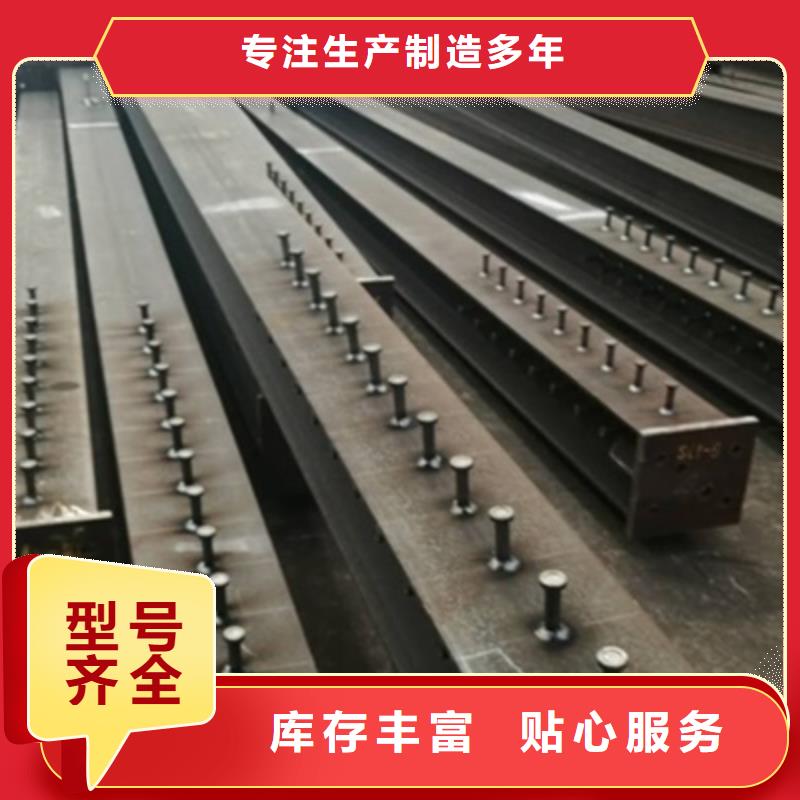
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
钢结构_热镀锌钢管厂家实力雄厚")
钢结构_热镀锌钢管厂家实力雄厚")
技术支持:k797.com